
General Concept of Distillation Systems.
General Concept of Distillation Systems.



SRS Designed Equipment recovers solvents of all types. The distillation unit is designed to recover 85-90 percentage of the solvent that is put into the system. The recovery percentage is based by how thick the sludge discharge that the customer wanted. If we assume the customer wants 90 % then they would set, there sludge discharge at a higher temp to remove more solvents from there waste.
The automated solvent recovery system fills the unit and starts the distilling recovery. The solvents that are being recovered starts to lower the level inside the still. The automated solvent recovery system starts the refill or top off the distillation recycler so that the unit can keep vaporizing the solvent. Over time the solvent in the still is less than the sludges that are building up on the bottom of the unit. Sludges may very based on waste paint or inks or other products that the customer is removing from the solvents.
Solvents that the distillation unit usually are recovering is (ACETONE, MEK, HEXANE, TOLEUENE, XYLENE, N-PROPANAL) and any other solvents that customer would like to recover. The solvent recovery unit can be set up for high boiling and low boiling solvents. The solvents base the design of the unit, if the customer needs to meet hazardous locations based on the solvents used.
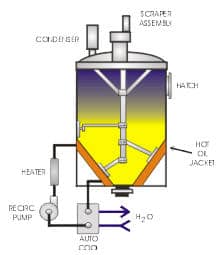
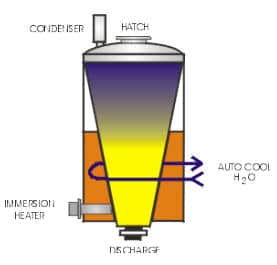
We offer a verity large scale solvent recovery still. Each solvent recovery is sized for the customer needs on output they want and room for expansion on company future needs as they grow. There are different modals based on liquid to liquid separation or solids to liquid separation. Modals SRS Designed Equipment offers are SRH models that utilize scrappers for solids in the waste stream. Then there is SRV and SR modals that do not have scrappers and are used with liquid to liquid separation with very minimal solids in the waste stream.
All SRS Designed Equipment Solvent recovery still are set up with safety in mind for equipment and operators. All stills come standard with E-stop of front of the electrical panel, Air pressure switch to ensure that all the actuated valves have enough air pressure to fully open. Each actuated valve is failed closed spring returned to ensure that is all automated valves are closed if the plant losses air pressure or electrical power.
Electrical panels are standard IP-66 stainless steel enclosure and for hazardous location, will have purge system to upgrade electrical panel to hazardous location standard. The PLC monitors all controls functions and operations to limit operator intervention.
Customers with nitrocellulose in their ink or paints will add the (nitrocellulose quenching package). This ensures that if an (nitrocellulose reaction) ever did happen that the distillation unit automatically starts to quench the reaction as soon as it starts and reduce the reaction.
When vacuum pump added to the unit it reduces the boiling point of the solvents and lowers the oil temperature need to distill the solvents. Hexane and Xylene work well with solvent recovery still that have vacuum system added. The vacuum system is also used to pull the solvent waste from customers waste holding tank into the still.
The acetone recovery stills do not always need vacuum system and is optional if the customer wants to add it to the system or not. If the customer dose not want vacuum system, they would add the transfer pump system to move the waste solvent into the still to be recovered.



